News & Events
JTEKT Machinery News and Events from the Field
(2003), "Aerospace components machined in half the time", Aircraft Engineering and Aerospace Technology, Vol. 75 No. 4 https://doi.org/10.1108/aeat.2003.12775dab.001
Publisher: Emerald Group Publishing Limited
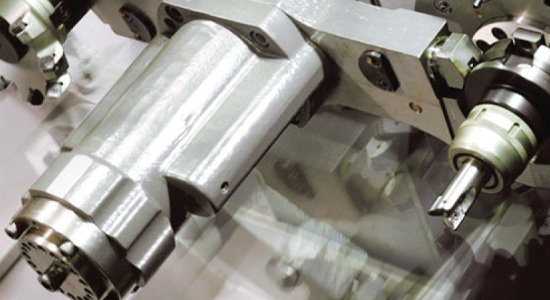
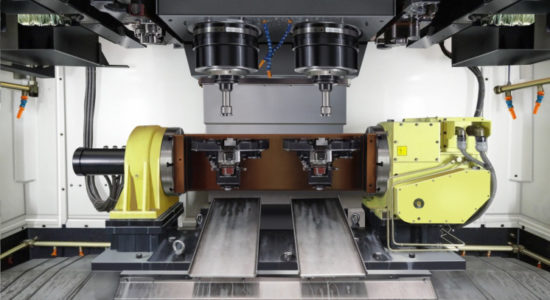
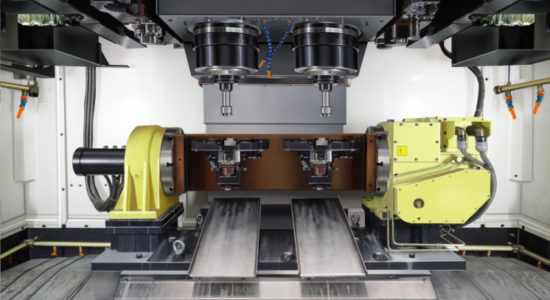
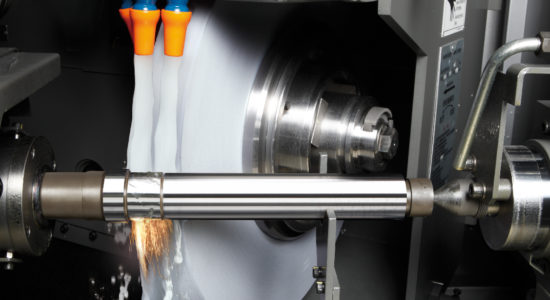
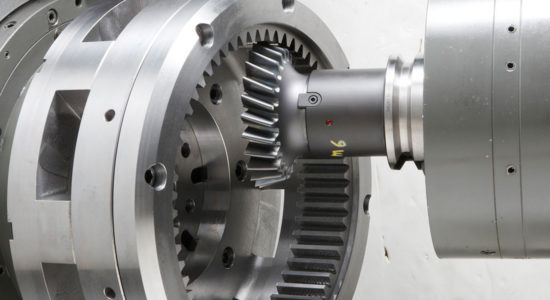
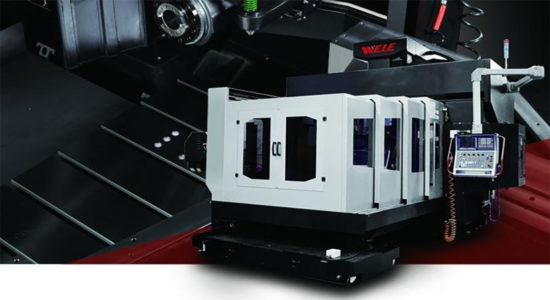
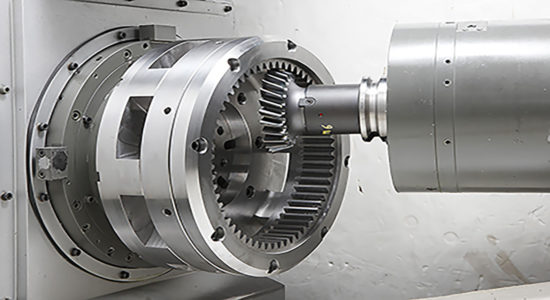
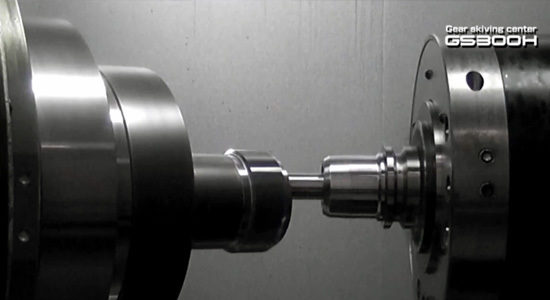
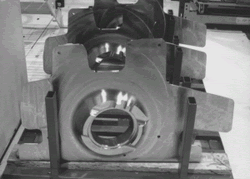
Two JTEKT FH80 4-axis machining centers installed at the Air Systems division of BAE Systems, Samlesbury, are reported to be machining forged titanium pintles for the Airbus A320 series of civil airliners in around half the time that was required in the late 1990s, without any compromise on quality or accuracy. Required in a left- and right-hand set for each aircraft, the components house a pressed-in bush that provides the pivot bearings for the undercarriage (Plates 1 and 2).
Tony Silcock, facilities engineer at Samlesbury, commented, "On this project we are acting as a supplier to BAE Systems Aerostructures and had to win the business in a competitive tendering situation. It was, therefore, necessary to identify and develop a manufacturing solution that combined high levels of process capability with economy of production. Selection of the machining centers was critical to this as we had to source machines that could achieve heavy stock removal and high accuracy in 6aluminium/ 4vanadium alloy titanium."

He continued, "Of the machines we shortlisted, only the JTEKT FH80 and one other were able to pass a fairly brutal benchmark test that involved high rates of metal removal from a titanium block. The JTEKT Machinery machine was selected on the basis of its capability, short lead time availability (which was critical) and a significantly lower cost. This was reflected in our tender and assisted in winning the business."
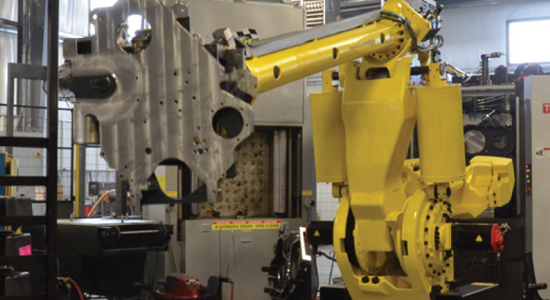
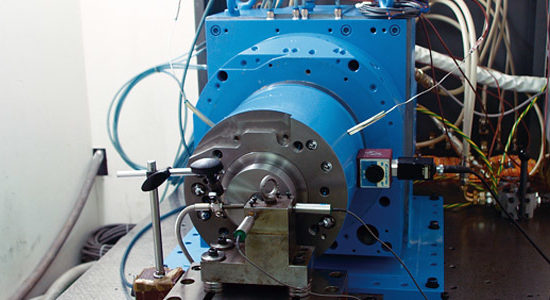
Installed in a dedicated cell that also includes two vertical horizontal boring mills, the pair of JTEKT FH80 machines have twin pallets with full NC 4-axis capability and are equipped with 120-tool magazines, onboard probing and laser-based tool measuring and automatic offset plus tool breakage detection. They also have 70 bar through-tool coolant facility plus deluge wash to assist chip removal from the working area. Each machine was specified with a 6,000 rpm, gearbox-driven spindle with a 45 kW motor to maximise torque even at low spindle speeds, a principal necessity when machining titanium.
The components are delivered to the cell as high quality forgings, each of which weighs around 60 kg. By the time machining is complete the weight reduces between 15 and 20 kg depending on the A320 variant to which the pintle is to be fitted. To assist manipulation of the components, the cell has been equipped with a pneumatically assisted handling device.
Tony explained, "These components are not easy to produce. The material is difficult to machine but we have plenty of expertise and experience with it. The real problem lies in the complexity of the part. Relatively few of the features or surfaces are normal to the spindle and most are related to a large bore which is itself offset within a conical boss. Moreover, there are a number of mounting pads whose front to back thickness is tied to within ± 0.050mm, but whose dimensions are determined by separate machining set-ups."
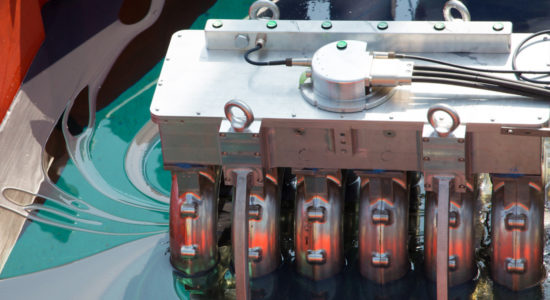
Even with high quality fixtures, considerable demands are made on the positional repeatability of the machine. The process route developed for the pintels requires four machining operations on the JTEKT FH80s, being two stage roughing and two stage partial finishing separated by heat treatment for stress relief. Final sizing of the offset bore is carried out on a vertical borer.
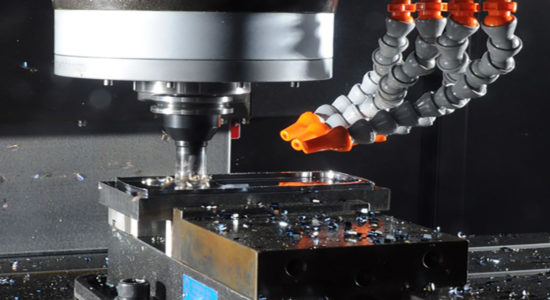
Op 1 consists of machining the flat back face. The component is then turned around and located on that face for Op 2, which involves rough machining of the front pockets. The part is then sent for stress relief heat treatment after which Op 3 finish machines the back face. Op 4 then finishes the pocket side, but a 2.0 mm finishing allowance is left on the bore.
"The JTEKT machines have performed extremely well," Tony commented. "When the project started our target machining time for a pintel was 12 h, which we are beating. That contrasts with up to 24 h per component only a few years ago."
The time reduction has resulted from BAE Systems being able to pull together a number of technologies to assist the project. Not least is the performance of the JTEKT FH80 which provides very rapid axis movement and tool exchange, thereby minimising non-machining time. In addition, a significant quantity of sister tooling is utilised to minimise interruptions, while all tools are pre-set and "chipped", thereby speeding the task of replacement in the magazine. Through tool coolant is used wherever possible while the Samlesbury site's experience with machining titanium has assisted selection of the optimum tool for each task. Special tooling has also been used where it could provide an advantage as is the case, for instance, with the conical external profile of the boss, which is produced by a large form tool using circular interpolation.
Cutting speed is generally in the range 35-40 m/min; at any given time, the feature that is being produced and the axial extension determines the depth of cut. BAE Systems personnel carries out development of the machining process at JTEKT Machinery's Coventry premises, with JTEKT Machinery providing the operating expertise on the machine.
"We have been very pleased with the performance of these machines," Tony concluded. "They have provided a very satisfactory solution for A320 pintle manufacture and are able to cope with current and future projected volume requirements. They have also been highly reliable and have exceeded our 95 per cent uptime stipulation with ease."