News & Events
JTEKT Machinery News and Events from the Field
Article from Stainless-Steel-World.net, text and images by The Right Image Ltd, UK, https://www.stainless-steel-world.net/webarticles/2019/08/13/machining-tough-alloys.html
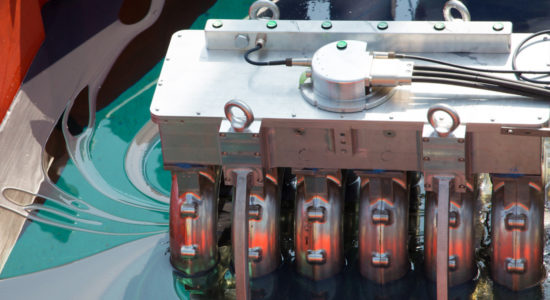
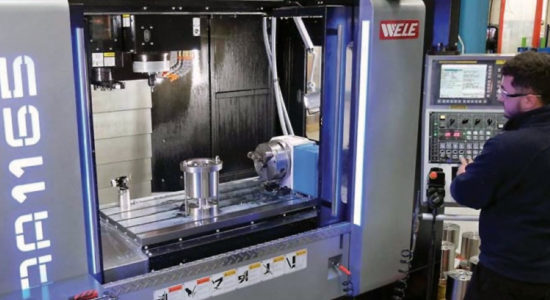
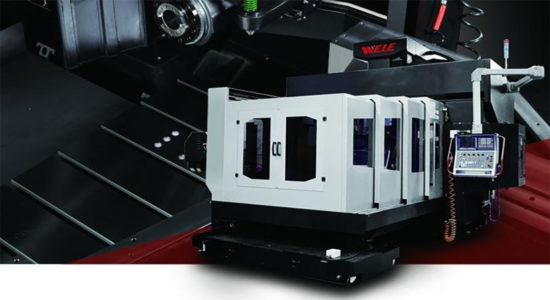
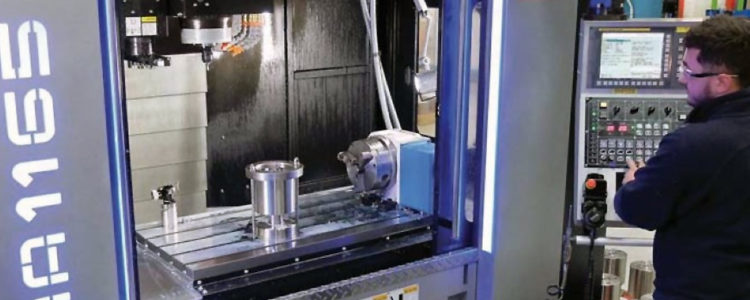
Based in Stroud (UK) and part of the Severn Glocon Group, LB Bentley produces engineered solutions for use in some of the world’s most extreme and severe environments. The company’s ranges of subsea valves, filters, and dryer equipment are constructed of tough, highly alloyed nickel materials that present challenges for high-speed machining. Although LB Bentley’s existing production equipment has served them well, the company wanted to replace two vertical machining centers (VMCs) with new machines capable of meeting the tight positional tolerances and surface finish required when producing components from a range of difficult materials including 625, 718, 725, 825 and 925 nickel alloys and duplex/super duplex stainless steels. Recently the company identified a solution in the form of the AA1165 VMC with 1,100 x 650 x 600 mm working envelope built by JTEKT Machinery joint co-operation company WELE. One was installed at the start of January 2019 and a second is due for delivery shortly. The sales and service agent in the UK and Ireland for the Taiwanese machine manufacturer is Whitehouse Machine Tools (UK).
Quality is paramount
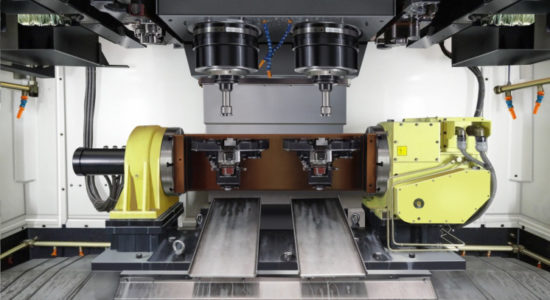
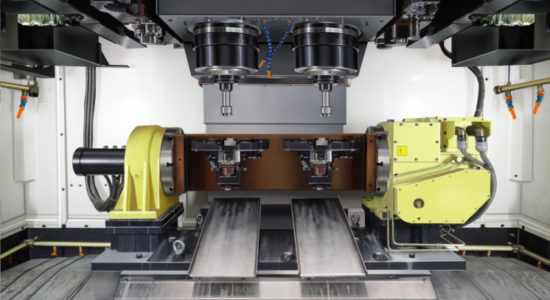
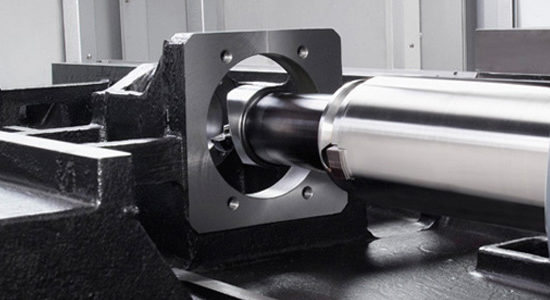
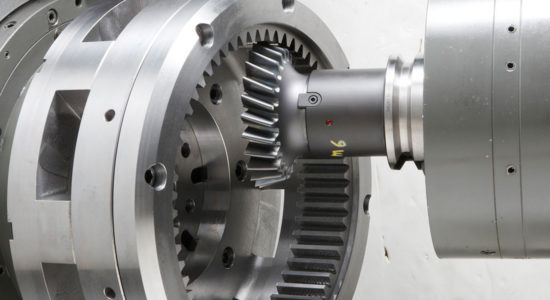
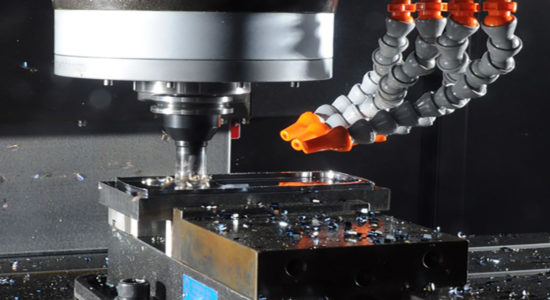
One of the difficulties with the aging VMCs was the inability to mill by circular interpolation a sealing surface without four quadrants being visible and lines apparent at each change of axis direction, with the attendant risk of parts being rejected. Quality is paramount, with ± 1.5 μm dimensional accuracy and 0.4 mm Ra surface finish required. The AA1165 machine, fitted with a high pressure (70 bar) coolant system, has proved itself capable of achieving the drawing tolerances when machining nickel and steel alloys. Features of the WELE that secure a combination of heavy cutting performance and precision finishing include two-speed, auto change gearbox drive to the 18.5/15 kW BIG Plus 8,000 rpm spindle, which delivers up to 469 Nm of torque, hand-scraped square-section guideways, rigid construction, up to 10 m/min cutting feed rate and 36 m/min rapids in X and Y, 20 m/min in Z. The machine’s Fanuc 0i-MF CNC is already prepared for controlling a fourth axis, which is an optional extra offered by Whitehouse on the AA1165, whose 1,300 x 650 mm table has plenty of room at one end to accommodate it. LB Bentley’s Operations Manager Andrew Kethro said, “We have been extremely pleased with the performance of our new machine. It is very rigid and the load monitor highlights that the machine can easily cope with the materials and depths of cut specified. Our machinists have commented how quiet the machine is when cutting at high torques and low speeds, 1,500 rpm being a maximum here when milling our difficult alloys. With limited factory space here, the small footprint of the WELE is supporting our 5S initiative and the continuing improvements we are making on our shop floor.” Machine shop supervisor Tracey Harnden was part of the team tasked with sourcing the new capacity. He commented, “We shortlisted two alternatives to the WELE and asked both potential suppliers to run a trial using one of our existing programs for cutting an Inconel part. The spindle stalled on one machine, while the other company was unable to point us to a single user installation where their equipment cuts our type of alloys. Other CNC mills we looked at were light, high-speed models that were obviously unsuitable and the original supplier of the VMCs that are being replaced did not even call us back.”
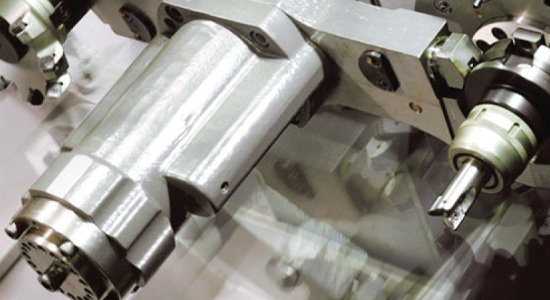
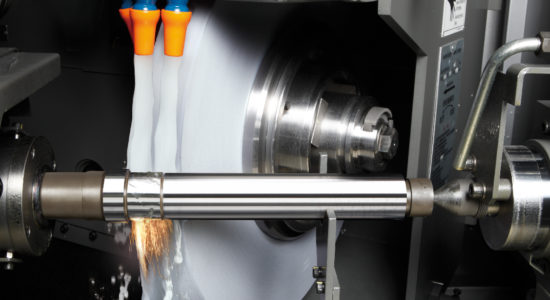
Rigorous fly cutting
Mr. Harnden explained that Whitehouse carried out the cutting trial on LB Bentley’s material using the program and tooling from Stroud for the designated part, which initially needs rigorous fly cutting across the top of the billet. He witnessed the demonstration at the supplier’s technical center in Kenilworth and noted the quietness of the process due to the machine’s rigidity and hence low levels of vibration. The latter attribute contributed also to the required accuracy of machining and surface finish being achieved. A further point in WELE’s favor was the low spindle load when cutting the part. Operators in the Stroud factory extensively monitor the load meter on all machining centers so that they can see when it rises, indicating that a tool is wearing and starting to compromise accuracy. Mr. Harnden added, “When it arrives and the two mills they are replacing have gone, there will only be Fanuc CNCs on the shop floor, making it easier for operators to move between VMCs and giving us a greater degree of flexibility to allocate jobs to the available resource. The 4-axis WELE centers will work around the clock five days a week and at weekends alongside seven other machining centers and a similar number of lathes”.