News & Events
JTEKT Machinery News and Events from the Field


Finding ways to increase production is a never-ending pursuit for machine shops. Manufacturers review old reports, invest in top-of-the-line equipment, and look for ways to better manage their tooling. But when a shop has already exhausted these options, it needs to look beyond the obvious tangibles to see where final improvements can be made. When Lynar Corporation (Allentown, Pennsylvania) decided to implement new management software, it found that market offerings didn’t fit its needs. Lynar’s owners took it upon themselves to develop highly visual, live-monitoring software that introduced a new niche to the management software market, and in turn, increased production at their shop by 15 percent.
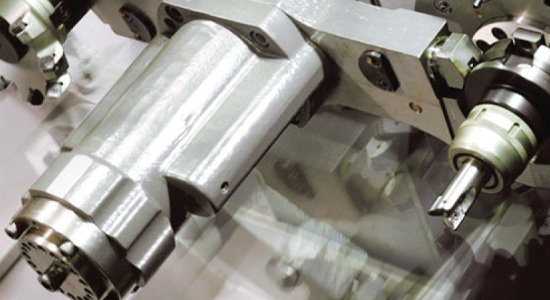
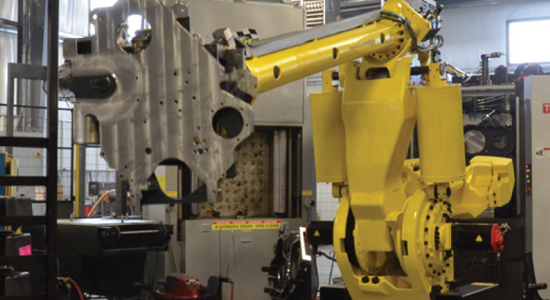
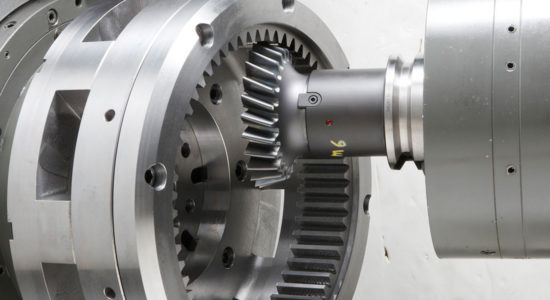
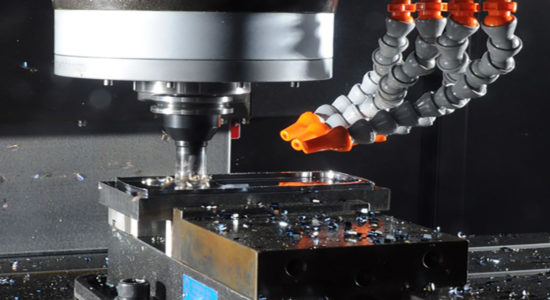
In an effort to increase productivity, Lynar, a CNC milling and turning shop specializing in castings, had implemented the latest cutting tools and set-up techniques. The 24-hour, five-day-a-week shop saw a significant increase in uptime with its investment in two JTEKT Machinery automation cells: a four-spindle, 22-pallet, 450 mm-sized flexible manufacturing system (FMS), and a 2-spindle, 15-pallet, 630 mm-sized FMS. While this increased overall spindle utilization, Lynar’s co-owner Kevin Lesko found it increasingly difficult to track, monitor, and motivate productivity across all shifts.
Lesko saw a large variance in the number of parts produced per shift versus the number of quoted parts. Lynar needed a solution that would measure consistency of output between shifts and allow management to view production in real time. And in 2008, Lynar began its search for live-monitoring software. It found the market offered several real-time management software packages, but each option lacked a crucial component: It only monitored CNC uptime, not whether the operator was keeping the machine in cycle to a known standard.
The operator’s pace is dependent on factors such as the availability of materials, the number of measurements in a cycle, and the wear of the tool. “The operator is the single greatest influence on whether the machine makes the expected parts on the skid that day,” Lesko said, “It’s all about the operator keeping that machine in cycle and cutting chips.”
With no software to fit Lynar’s needs, Kevin Lesko and his brother Chad, also co-owner of Lynar along with their father, began working on their own live-monitoring software to fill the market gap. Unlike current offerings, they wanted their software to have real-time tracking and feedback of operator performance—to both operator and supervisor—of production targets, cycle time verification, and the ability to quantify downtime via reason codes and alarms. With the intent to interpret data at a glance, they wanted the display to be highly visual. Within two-and-a-half years, they had developed Clarity, a web-based, productivity management software for use on all CNC machines and factory equipment.
"The operator is the single greatest influence on whether the machine makes the expected parts on the skid that day. It’s all about the operator keeping that machine in cycle and cutting chips."
Clarity ties into the machine’s ERP system to see a part’s work order, part number, cycle time, and the inefficiency allowance associated with it. Every part number has a pieces per hour associated with it that Clarity defines as 100 percent—regardless of machine utilization. “Shops don’t quote by machine tool utilization. We quote by how many parts are on the skid by the end of the day,” Lesko explained, “When Clarity displays 100 percent at the machine tool, our operators know they are producing to what management has quoted.”
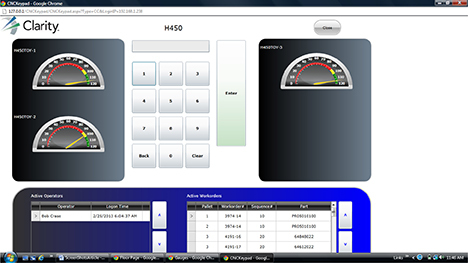
Clarity begins monitoring production when the operator clocks in at the start of each shift at the touchscreen computer attached to his machine. The software extrapolates productivity from the first few runs and displays the data in gauges on both the operator’s computer and the supervisor’s dashboard. Well before the end of the shift, the operator and supervisor know if production is on track to meet the target.
If a gauge is falling short midway through a shift, operators and management still have the ability to make up for lost time. “We are able to correct production issues as they are happening versus waiting until yesterday’s reports to find out we didn’t make the expected quantity,” Lesko explained, “Production reports no longer have low numbers on them without supervisors already knowing what happened.”
Factors that typically slow down production, such as running out of material, low coolant, tool failure, and machine alarms, are also taken into consideration. When production stops for unseen reasons, operators use their panels to select one of the 40 user-defined reason codes. This selection opens up a timer that keeps count until the code is resolved. This timer is also displayed on management dashboards, so they, too, are aware of the issue. This feature quantifies the reasons why production has slowed, giving a shop the ability to define top reason codes and the downtime associated with them. If the target isn’t met, management can see the problem was independent of the operator and more attention can be focused on the true problem at hand.
These reason codes can also be tied into an automatic messaging system for better communication throughout a shop. Reason codes can trigger text messages and emails to alert fellow employees or supervisors that assistance is needed. For example, Clarity can send text messages directly to forklift drivers alerting them that a machine is in need of more materials. After a user-determined timeframe in which the reason code has yet to be resolved, supervisors may decide they also want to be alerted via e-mail or text about the issue. Instead of waiting until it’s too late to make up for lost production during a shift, management can see where problems lie and address them as they happen.
“It’s a whole new world if you’re talking to a multi-shift shop or manufacturer who wants to see his operations remotely over the web.”
Any time during production, supervisors can view all machines in a cell or plant from a single dashboard display on their computer. Each machine is represented by a gauge as part of the software’s user-friendly, highly visual interface. Gauges range from zero to 120 percent, giving operators and supervisors a quick view of how actual production on each machine measures up to a shop’s predetermined targets. Supervisors no longer have to pour through pages of day-old reports. For a thorough overview of production, Clarity uses the easily-customizable Crystal Reports. At any hour, operators and management can see if they are on pace to meet, exceed, or fall short of their targets. Managers can pull productivity reports per machine, per shift, or per operator, and can have those reports automatically sent to them. Supervisors can isolate these factors to see if a job runs better on one machine or by one operator over another.
When Lynar first implemented Clarity, these reports showed Lesko a few unexpected figures. Within 24 hours, he learned several jobs were producing far different quantities across multiple shifts. Feedrate overrides and modified programs had altered workpiece cycle times, but the price per workpiece did not reflect these changes. Now, Lesko receives a report whenever a cycle time is five percent more or less than the predetermined standard. “I can actually tell if it’s operator-dependent on how many pieces we make per day, or if it’s the job itself,” Lesko said. This gives the shop an opportunity to adjust the price with the customer as the output per shift changes, so as not to incur unexpected losses.
For a manufacturer, this data is invaluable. “It levels the playing field,” Lesko explained, “It’s a whole new world if you’re talking to a multi-shift shop or manufacturer who wants to see his operations remotely over the web.”
Without real-time monitoring in yesterday’s reports, operators didn’t know if they were doing their jobs successfully. Clarity shows management which operators perform exceedingly well with a specific workpiece or on a particular machine. Lesko understands the difference talent and motivation can make in a shop, and this software gives operators the opportunity to be recognized. Now, operators can see their productivity from the gauge, and try to further that success by beating the gauge each day. “It’s very easy to compare one person to another and have a solid number for incentivizing your shop,” Lesko explained.
Since implementing Clarity, Lynar has seen a 15 percent gain in productivity. “From what we see, the more operator involvement with a process, the more productivity is typically gained,” Lesko said. For a shop that is already using the latest JTEKT Machinery machines and automation cells, Lesko admits the increase in significant, but it’s nothing short of what he and he brother set out to accomplish with their live-management software.
Other shops’ interest into Clarity has led Lesko to start a new venture selling Clarity monitoring software to other shops. Interest has been strong, and the software is currently installed on more than 100 units. Customers are excited to see the impact Clarity has had in their shop, Lesko said, “Shops have seen ten, twenty, thirty percent more production than their original averages—that’s all bottom-line money and significant dollars at the end of the year.”
For more information on Clarity, visit www.claritymonitoring.com, or call (800) 770-4229.
PHOTOS