News & Events
JTEKT Machinery News and Events from the Field
Article from machinery-market.co.uk, text and images by The Right Image Ltd, UK, https://www.machinery-market.co.uk/news/6864/Major-turn-key--investment-for-Farrel
A £1.1 million turn-key investment in the latest machining-centre technology has seen Rochdale-based Farrel cut cycle times on ‘side frames’ from 114hr to just 18.
The company has also been able to cut the machining time on highly complex rotor forms from 25hr to 14.5; ‘end-frame’ components are also being considered for loading on its new JTEKT Machinery FH1250SX HMC, with cycle times expected to be reduced from 112hr to just 11.
Farrel — a member of the HF Mixing Group of companies — designs, develops and produces mixing and compounding machinery for the rubber-processing and tyre-making industry.
Site director Peter Gaskell said: “Due to the type and size of parts we are producing for our latest Tangential Banbury Mixers, horizontal borers had been the mainstay of our production, using methods based on processes developed over many years.
“However, a growing order book, the need to shorten lead times to meet delivery targets, ever-growing machine reliability problems and maintenance costs — plus a lack of conventionally skilled operators in the future — led us to look at our longer-term business strategy and production capability.”
Initially, seven machine tool suppliers were contacted, from which three were selected for further evaluation and subjected to Farrel’s Value Stream Mapping exercise to help analyse the flow of material through the plant and machining processes involved in its production of side-frame components.
This showed that 14 operations could be cut to just seven, inter-shop transfers cut from nine to four, and lead times slashed from 16-18 weeks to less than nine.
Supplier confidence
Confidence in the final supplier was seen as important in the purchase decision, not only for its machining capability but also for providing the longer-term support required when introducing major changes in production techniques — especially the final boring of side frames and the profiling of rotor components.
As part of the final selection, the three shortlisted suppliers were asked to produce a rotor part on their equipment with the tooling supplier of their choice.
Mr Gaskell said: “Our production staff were involved in the trials and were able to see the advances in technology available before we made the final decision. The method of isolating one winner at a practical trial might seem a little old-fashioned, but the company chosen excelled in its efforts to achieve the required results.”
The demonstration provided by Hinckley-based 2D CNC Machinery Ltd (www.2dCNC.co.uk) was the most successful. Additional tests were then carried out to demonstrate an interpolation technique recommended by JTEKT Machinery for boring; the interpolation process produced an 800mm-diameter x 550mm-deep semi-circular bore.
Using the Fanuc C-S function — a 4-axis simultaneous contouring cycle in the 31i control — in place of conventional boring synchronises the single-point tool in the spindle with X- and Y-axes and down-feed created from the Z-axis.
Furthermore, this process allowed Farrel to reduce its proposed boring bar budget for the new machine purchase from £16,000 to just £2,000 by using the same boring bar for different sizes of bore (from 560 to 780mm in diameter).
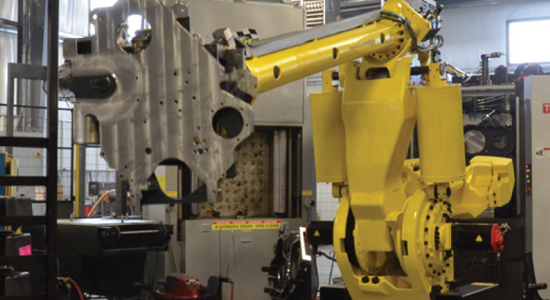
Significant in the move to adopt the turn-key CNC machining technology in place of horizontal borers was the total involvement of the machine operators on the project.
Even the engineering team was involved, proposing design changes that would significantly improve machining efficiency and improve the positioning of cooling channels.
Company background
A leading supplier to the world’s rubber-processing sector, the HF Mixing Group also includes Harburg-Freudenberger in Germany and Pomini Rubber & Plastics in Italy.
The three operations were founded in the 1800s: Farrel produced chilled-iron rolls and developed the Banbury Mixer in 1916; Harburg-Freudenberger developed kneading and mixing machines; and Pomini (a reconditioner of ‘knitters’) began manufacturing machines for the rubber and plastics industries in 1949.
Farrel’s Banbury Mixer became the accepted ‘standard’ in tangential-mixing technology and was adopted world-wide by the tyre industry.
Today Farrel exports 98% of its UK production, some 50 units a year; depending on their specification, these can cost up to £1 million for a complete mixing machine. The company has a turnover in excess of £30 million.
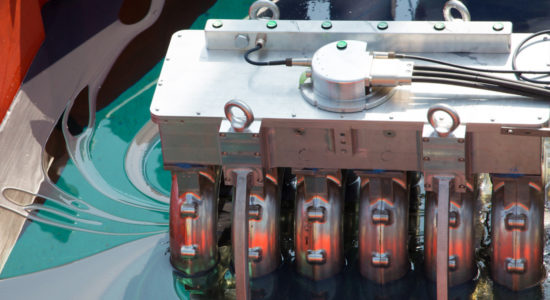
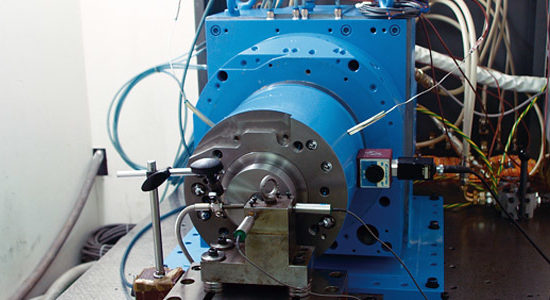
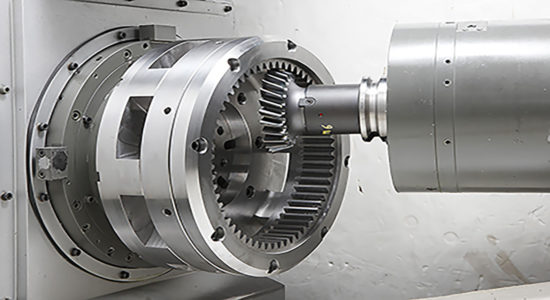
Significant in Farrel’s product line-up is the latest version of the Banbury N-series Mixer, which has twin tangential water-cooled rotor shafts. Raw rubber material, mineral fillers, compounds and polymer-elastomeric-blended additives are fed between the rotors from a hopper via a hydraulic ram press.
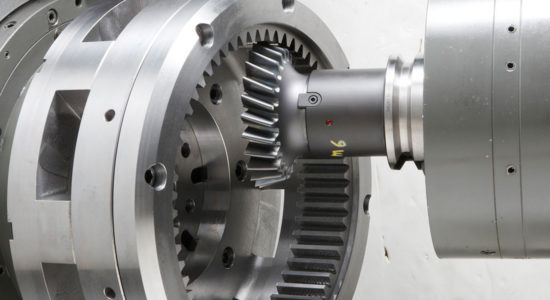
The complex form of the rotors, which are available with different ‘wing’ units to suit customer applications, mix and ‘knead’ the polymer material.
Due to the abrasive and corrosive nature of the materials being mixed, hard-surface alloy technology is applied to key surfaces to maximise rotor chamber and end-plate life. These surfaces, though contributing to longer machine production life, complicate the finish-machining operation and adversely affect tool life.
Machine details
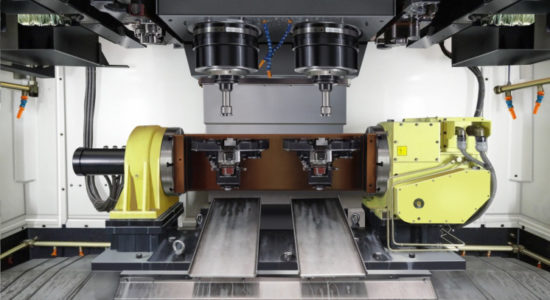
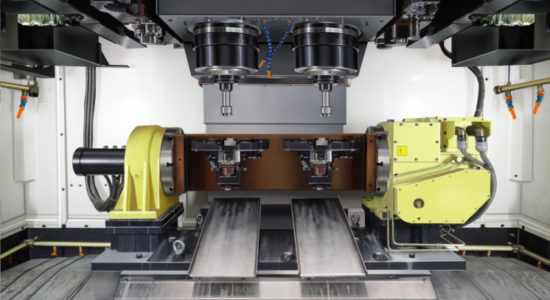
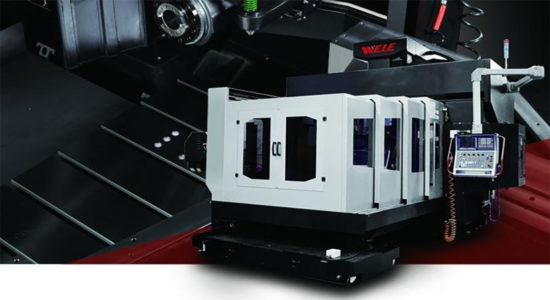
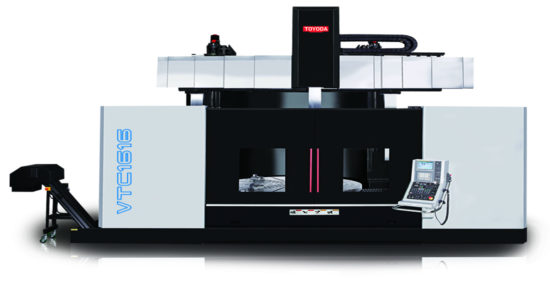
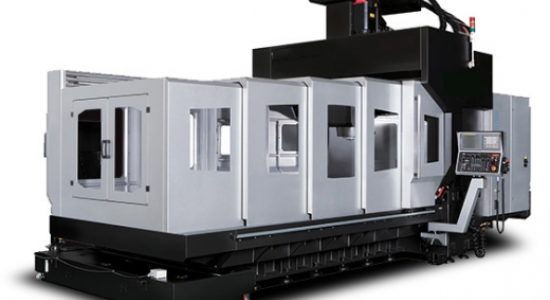
The JTEKT Machinery FH1250SX has an X-axis (column) stroke of 2,200mm, a Y-axis (spindle head) stroke of 1,600mm and a Z-axis (table travel) stroke of 1,850mm. The workpiece swing is 2,400mm, and the maximum component height is 1,800mm.
There are two 1,250mm-square pallets that can carry loads up to 5 tonnes, with an exchange time of 85sec. Rapid traverse rates are 42m/min. The high-torque BT 50 Big Plus spindle is rated at 37kW; it has a maximum speed of 6,000rev/min and a maximum torque available of 1,008Nm.
Internally cooled ballscrews are used in both the X- and Y-axes, allowing the machine to achieve a positioning accuracy of ±2µm with a repeatability of ±1µm.
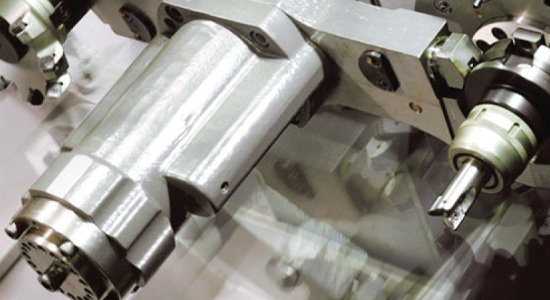
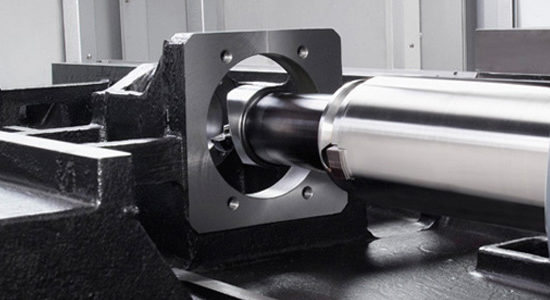
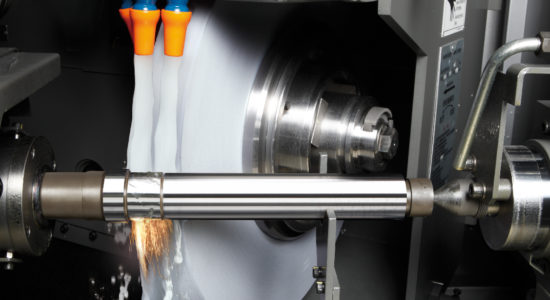
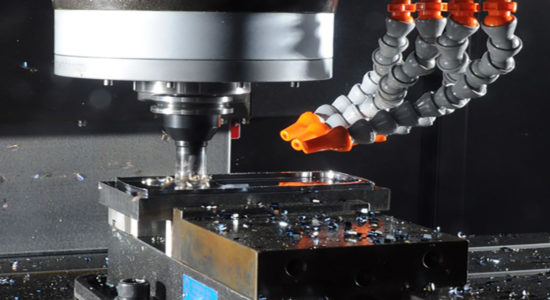
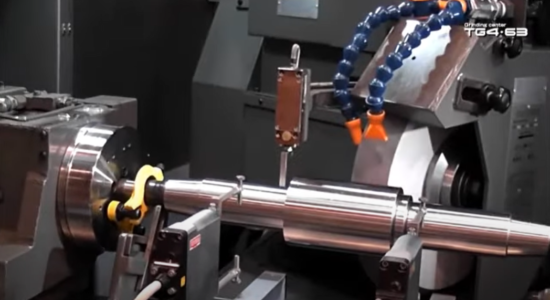
Cast-steel central rotors are machined in a single 14hr cycle. They are loaded to the pallets that incorporate 2D CNC-designed fixtures. The largest rotor, which is 620mm in diameter x 1,585mm long, is first roughed, leaving 1mm of stock for the following finishing operation.
This is undertaken using a 63mm-diameter helical ball-nose cutter at 1,460rev/min and 0.24 mm/tooth feed. In the roughing cycle, removing up to 9mm of stock is the norm; however, this can increase to almost 25mm in off-centre situations.
The success of the 2D CNC installation has been such that the group is looking to replicate the process changes in its other manufacturing facilities around the world.